在这项研究中,俄罗斯研究人员寻求进一步优化FFF 3D打印参数,提高强度和优化过程。他们的研究结果发布在最近发布的“ 强力聚(乳酸)部件的桌面制造:FFF工艺参数调整 ”中,因为该团队在Ultimaker 2上打印出3D零件的CAD模型,创建了五个不同的样品。他们最初的目标是提高机械性能,提供可预测的质量,以及整体更强的零件。

测试零件几何优化和研究结果
形状1用于表示FFF 3D打印部件,因为几何体突然形成一个弱点 - 其余样品用作设计以解决形状1中的问题:
“目前的工作显示了调整FFF工艺参数对相同五种形状样品强度的影响。除了“粗略”调整 - 改变整个印刷周期的印刷参数外,还研究了“精细”调整,“研究人员表示。“在后一种情况下,根据要打印的样品的特定部分,在打印周期期间改变三个参数。结果表明,对于复杂零件,只有优化的几何形状(并且仅适用于它)才能通过优化FFF工艺参数实现显着的机械性能增量。“
对于Shape 1,结果差异很大。层间粘合强度“完全低效。形状2-5,部件强度显着增加。
研究人员表示,“可以清楚地看到塑料线之间边界处的空气走廊是碎片状的,并且在D型样品的断裂处聚结,以D型印刷。”
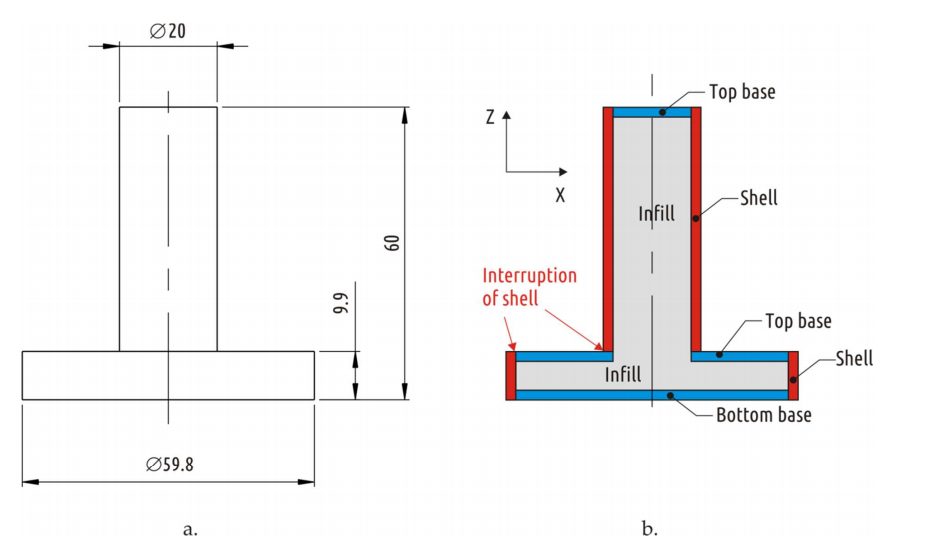
形状1尺寸(a)和构造(b)突出了壳体中断
在每种情况下,以下参数保持不变:
“可以从图15中评估所有测试形状的粗调(模式B,C,D)和精细(模式E)FFF调整的有效性。形状1的部分,包含临界壳体中断,不能通过工艺模式优化来加强因为它显示在图表上(红色条)。对于所有其他测试形状,修改技术模式导致显着的积极效果。通过减小层厚度(形状2,3,4和5,模式C)或通过微调3D打印参数(形状5,模式E),可以实现强度的显着增加而不损失产品表面和尺寸质量。作者总结道。